Vždy jsem byl trochu překvapen, že náboje s relativně velkými rozdíly v úsťové rychlosti a odchylkami od standardu někdy dosahovaly nejlepších výsledků v benchrestových soutěžích na 100 a 200 yardů. Nemám pro to smysluplné vysvětlení. Odhaduji, že rozdíl v rychlostech ve výsledku neovlivní vlnění hlavně a rozmístění uzlů vln. Střely používané na benchrestové závody na 100 a 200 yardů jsou typu FB (flat base – plochý konec) a ty se stabilizují rychleji než průměrné střely typu BT (boat tail – zúžený konec).
Střelba na velké vzdálenosti je však úplně o něčem jiném. Často platí, že opak je pravdou. To znamená, že zatímco střely používané na dlouhé vzdálenosti se často plně nestabilizují i na 300 yardech, rozdíl jejich rychlostí a odchylky od standardu musí být malé a to je u střelby na velkou vzdálenost klíčem k úspěchu. Střelci soutěžící na vzdálenost 1000 yardů dosahují pravidelně při 5ti ranných položkách soustřelu 3,5“ (8,9cm) a při 10ti ranných položkách 6“ (15 cm). A světové rekordy jsou stále vylepšovány a soustřely jsou úžasně malé na tak obrovské vzdálenosti.
Tyto výkony nemohou být dosahovány pokud se jednotlivé výstřely liší úsťovou rychlostí a tlakem. Rozdíly rychlosti střel 25 fps (cca 8 m/s) při úsťové rychlosti mezi 3000 a 3500 fps (914 až 1067 m/s) znamená už dostatečný výškový rozdíl, který znemožňuje soupeřit se současnými špičkovými střelci. Pokud budete namítat, že vliv větru je více důležitý musím souhlasit. Pokud je ale slabý až středně silný vítr, nebo v soutěži na rychlost střelby je výškový posun velmi důležitý.
Je mnoho proměnných, které ovlivňují přesnost střelby, jako např. rozdíly rychlostí střel, rozdíly tlaku, odchylky od standardu a příprava nábojnic je také jedním z nich. Tento článek si klade a úkol nastínit způsoby přípravy nábojnic v obrazové formě. Každý krok bude obsahovat popis činnosti, důvody pro tuto činnost a metodu použitou pro dokončení.
Krok č.1
Zformátovat nábojnice do jednotného tvaru zahrdlení a krčku nábojnice
Důvod: Když budeme frézovat krček, čepel se dotkne zahrdlení ve stejné vzdálenosti u všech nábojnic (díky stejnému tvaru krčku u všech nábojnic)
Metoda: Použijte matrici na zformátování celé délky nábojnice, tak aby zahrdlení a tělo nábojnice bylo ve standardním formátu. Na obrázku jsou matrice Redding 6,5×284 a zformátované nábojnice Lapua

Krok č. 2
Zkrátit nábojnice na stejnou celkovou délku
Důvod: Toto je druhý krok potřebný pro to aby při formátování krčku frézkou došlo ke kontaktu frézky se zahrdlením ve stejném bodě. A samozřejmě to také zajistí aby délka nábojnice, která drží střelu byla u všech nábojů stejná.
Metoda: Použijte zkracovač nábojnic na zakrácení na stejnou délku

Krok č. 3
Upravit hrany krčku
Důvod: Po zkrácení nábojnice zůstávají otřepy na hranách krčku. Odhranění je odstraní, a umožní tak roztahovací matrici snadný vstup do krčku
Metoda: Existují různé druhy nástrojů na úpravu krčku nábojnic. Obvykle jsou to sady přímo navržené na tuto operaci. Jsou dostupné i elektricky poháněné sady. Není nutné odstranit při odhranění příliš mnoho materiálu z hrany nábojnice, je nutné jen lehce odstranit otřepy.

Nyní bych se rád zastavil a probral více tloušťku stěny krčku nábojnice. Komory zbraní jsou občas navrženy jako těsné v oblasti krčku, obvykle hlavně u soutěžních zbraní. Tyto zbraně neumožňují použití standardních nábojů, tyto musí být upraveny. Komory s těsným krčkem jsou vyrobeny s použitím zakázkových výstružníků, které vlastní buď střelec nebo puškař. Rozměry krčku nábojnice jsou pak známé a krček nábojnice je upravený o cca 0,002 až 0,004“ (0,005 až 0,1 mm) méně než je tento rozměr. Specifikace SAAMI (Sporting Arms and Ammunition Manufacturers‘ Institute – asociace, která stanovuje průmyslové standardy pro náboje, které jsou dodržovány jednotlivými členy asociace) pro rozměry komory zbraně, nejsou obvykle střelcům známé ale jsou obvykle v určité toleranci. Komory vystružené ve specifikaci SAAMI se mohou pohybovat na horní nebo dolní mezi této tolerance. Pokud je vaše komora ve specifikaci SAAMI upravte krček na minimální rozměr. Je nutné změřit mikrometrem několik nábojnic a nastavit frézku na požadovaný minimální rozměr. Na některých nábojnicích si můžete všimnout, že na části krčku nebyl odebrán žádný materiál. To je ale v pořádku. Následující krok ukáže jak upravit předepnutí krčku pro těsnou nebo SAAMI komoru.
Krok č. 4
Roztažení krčku na jednotný průměr
Důvod: Je důležité aby roztažený krček přesně pasoval na středící trn formátovací frézky
Metoda: V tomto případě použijeme roztahovací matrici K&M. Tato matrice vytváří perfektní roztažení pro použití na K&M formátovací frézce. Tato frézka umožňuje nastavit rozsah použití čepele (délku odfrézování). Sklon čepele je správný a je zkosená tak aby se správně zařízla do zahrdlení. Pro tuto operaci použijte mazadlo nábojnic (doporučený je Redding Imperial Die Wax), které by mělo být aplikováno do krčku nábojnice pokaždé když je krček roztahován. Neodstraňujte mazadlo z vnitřku krčku nábojnice. Pokud jde roztažení těžko, aplikujte mazadlo např. vatovým tampónem přímo dovnitř krčku.

Krok č. 5
Úprava krčku nábojnice
Důvod: Krček, který má stejnou tloušťku umožňuje stabilizovat sílu, která drží střelu a zlepšuje soustřednost střely a nábojnice
Metoda: Použijeme K&M formátovací frézku a vrtačku (originální sada umožňuje ruční formátování, ale použití vrtačky velmi zrychlí práci, viz odkaz na video níže) s držákem nábojnic K&M, Sinclair, Hart nebo Lee. Umístěte krček nábojnice na trn frézky. Pokud používáte vrtačku posunujte nábojnici pomalu dovnitř až dokud se nezastaví o tělo frézky (délku musíte předem nastavit tak, aby k zastavení obrábění krčku došlo těsně před přechodovým kuželem nábojnice). Až dojedete na konec opakujte pohyb směrem zpět. Ujistěte se, že frézka odstranila opravdu všechen přebytečný materiál. TIP: když už je nábojnice vytažená z trnu frézky, použijte kousek hadříku pro vyleštění odfrézovaného povrchu krčku a pro vyčistění vnitřku krčku použijte vatový tampón.
Návod:
http://www.youtube.com/watch?v=B4aVLytl_wQ
http://www.youtube.com/watch?v=OqX9OLvd1aQ

Všimněte si, že po dokončení formátování krčku nábojnice vznikne u zkosení hrana, která je na vnějšku nábojnice. Ovšem po vystřelení náboje se tato hrana přesune na vnitřní stěnu nábojnice, díky silám, které zformátují nábojnici podle tvaru komory zbraně. Po několik vystřeleních obvykle tato hrana putuje směrem vzhůru po vnitřní straně nábojnice. Pokud se tato hrana dostane výše do krčku, kolísá tlak a vznikají tak rozdíly v rychlostech u různých nábojnic.
Krok č. 6
Zformátování zátravky a lůžka zápalky
Důvod: Tímto se zabezpečí stejnoměrný průběh zážehu ve všech nábojích.
Metoda: Přípravek na zformátování zátravky má obvykle kuželový tvar s pohyblivou přírubou na ose. Pokud je přípravek správně nastaven krček nábojnice se zastaví o kuželovou přírubu po dosažení správné hloubky. Nikdy nezvětšujte velikost kanálu zátravky, jen ho zformátujte na jednotnou velikost. Přípravek na vyčistění a zformátování lůžka pro zápalku lze obvykle použít ve vrtačce. Není obvykle potřeba srovnávat celé dno lůžka zápalky, jen zajistit, aby okraj zápalky dosedl správně na dno a zápalka nepřesahovala dno nábojnice, ale byla lehce pod hranou dna nábojnice. Všechny náboje by měli mít zápalku usazenou ve stejné hloubce. Při použití nábojnic Lapua není tento krok obvykle potřeba, protože jsou už z výroby tak kvalitní, že formátováním kanálu zátravky a lůžka zápalky se nezlepší jejich parametry.

Po ukončení kroku č.6 dostáváme nábojnice shodné ve všech vnějších rozměrech. Celková délka je stejná. Délka krčku i zkosení jsou vždy stejné. Vzdálenost od zahrdlení ke konci nábojnice je také stejná. Tloušťka krčku a jeho délka je stejná. Venkovní rozměry jsou stejné. Není je nutné zjistit jak se liší váha a vnitřní objem nábojnic.
Krok č. 7
Kontrola soustřednosti (ovality) v blízkosti zahrdlení a podél krčku
Důvod: Zjistit, zda jsou náboje rovné a pro pozdější kontrolu přímosti matric a komory zbraně.
Metoda: Použijte přípravek na měření ovality náboje. Ve většině případů bude naměřený rozdíl u nábojnice .001 až .003“ (0,003 až 0,007mm) v zahrdlení a .01 až 0.015 (0,03 až 0,04mm) v této fázi přípravy. Po tepelném zformování při výstřelu se obvykle tyto rozměry sníží na .0 až .001 na zahrdlení a .003 až .005 na krčku, pokud je komora rovná. Po zformátování krčku nábojnice zůstávají tyto rozměry stejné a ovalita krčku se může ještě zlepšit. Pokud se tak nestane tak díky této operaci zjistíte, která součást není rovná a musí být vyměněna.

Krok č. 8
Zvážení nábojnic a jejich rozdělení na dávky s rozdílem pod 1 grainu nebo 0,5% z celkové váhy nábojnice
Důvod: Nyní už víme, že venkovní rozměry všech nábojnic jsou stejné. Váhový rozdíl mezi nábojnicemi pak znamená, že vnitřek nábojnice má rozdílný tvar a tedy i jiný vnitřní objem. Těžší nábojnice znamená, že nábojnice má menší objem a díky tomu bude výstřelkový tlak vyšší než u nábojnic s nižší váhou. Rozdílné počáteční tlaky pak znamenají rozdílné úsťové rychlosti a vetší soustřely na velké vzdálenosti.
Metoda: Zvažte každou nábojnici na přesné váze (elektronické nebo mechanické). Zkontrolujte si, že je elektronická váha zkalibrovaná a ukazuje správně.

Krok č. 9
Zformátování krčku nábojnice
Důvod: Upravení předepnutí krčku a jeho zformátování tak aby náboj umožňoval nejlepší soustřely, nejmenší rozdíly v rychlostech a odchylky od standardu.
Metoda: V tomto případě použijeme Redding Neck Sizing Die s kalibrační vložkou (matrice na zformátování krčku nábojnice s vloženým kalibrem pro přesné formátování, obdobné nabízí také značka Horandy, kalibry je nutné dokoupit samostatně přesně dle potřeby konkrétní zbraně). Potřebnou velikost kalibru odhadněte následovně. Přidejte 2x tloušťku krčku nábojnice k průměru střely. Pro začátek stačí objednat 3 ks kalibrů. První s rozměrem .002“ (0,005mm) méně než je rozměr vypočítaný viz výše, druhý s rozměrem .001“ méně a třetí s rozměrem .003“ méně. Příklad výpočtu: použitá střela o průměru .264“ pro náboj 6,5×284 dle SAAMI specifikace komory pro krček upravený na tloušťku materiálu .0125“ , je pak výpočet: .264 + 2*(.0125) = .289“. Objednejte tedy kalibr .289 – .002 = .287. Dále objednejte jeden .001“ menší a jeden o .001“ větší, což je .286“ a .288“.

Krok č. 10
Upravení náboje na přesnou délku komory zbraně od dosedací plochy závěru k zahrdlení nábojnice (headspace – konkrétně se jedná o definovanou kružnici, která je opsaná na zahrdlení nábojnice dle příslušné normy)
Důvod: Tento krok zajistí maximální životnost nábojnice, stabilní zažehnutí prachu, tlak a přesnost.
Metoda: Využijeme matrici Redding Instant Indicator Die. Změříme s ní vzdálenost od zahrdlení k základně nábojnice – definovanou normou SAAMI (datum length – na obrázku červeně)
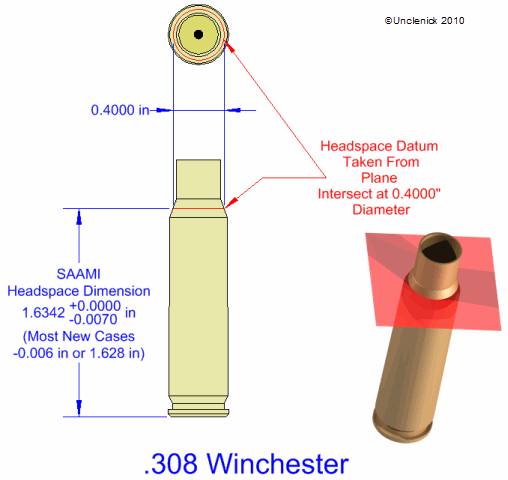
Například u nábojnice 6,5×284 je tento rozměr 1,81/1,82“ Ukazatel je nutné zkalibrovat kalibrovaný s použitím dodané kalibrační vložky. Pak je potřeba změřit několik nábojnic vystřelených z příslušné zbraně. Nejvyšší hodnota obvykle ukazuje hodnotu tzv. headspace (tzn. polohu datum line). Například pokud ukazatel ukazuje .004“, znamená to, že komora vaší zbraně je o .004“ delší než je minimální hodnota, ale zcela v toleranci .010“ kterou udává SAAMI pro většinu nábojnic. Nábojnice jak pak nutné zformátovat, takže nábojnice je „stlačena“ přibližně o .002“ až .003“. Matrice Redding Instant Indicator Die také umožňuje kontrolu hloubky zapuštění střely, rovnoměrnost tvaru střely (od základy k ogiválu) a celkovou délku nábojnice.

Poznámka: V textu je několikrát uvedeno, jak měřit tzv. hodnotu Headspace. Pro tento účel existují šikovné přípravky specifické pro každou ráži. Tyto přípravky umožňují velmi snadné určení základního rozměru komory zbraně. Jsou to přípravky s typu Go, No-Go, Field.
| Kalibr |
Rozměrykalibru |
Pokud lze uzavřít závěr s vloženým kalibrem |
Pokud nelze uzavřít závěr s vloženým kalibrem |
| Go |
Minimální výrobní rozměr komory |
Rozměr komory je větší než je minimální dovolený rozměr
BEZPEČNÁ STŘELBA |
Rozměr komory je menší než je povolený rozměr, závěr nelze uzavřít při použití továrních nábojů, což způsobuje zaseknutí nábojnic, a někdy také výstřely s nedovřeným závěrem, oboje velmi nebezpečné
NENÍ MOŽNÉ STŘÍLET |
| No-Go |
Maximální výrobní rozměr komory |
Rozměr komory je větší než maximální výrobní tolerance, hrozí roztržení nábojnice
NENÍ MOŽNÉ STŘÍLET |
Rozměr komory je pod maximální výrobní tolerancí
BEZPEČNÁ STŘELBA |
| Field |
Maximální možný dovolený rozměr komory |
Se zbraní není možné bezpečně střílet. Rozměr komory je větší než jaký je doporučený jako bezpečný pro střelbu. Velmi velká pravděpodobnost roztržení nábojnice
NENÍ MOŽNÉ STŘÍLET |
Všeobecně bezpečné. Rozměr komory je pod maximálním rozměrem nad kterým není doporučené používat továrně vyráběnou munici. Zbraň musí být prohlédnuta puškařem a upravena délka komory
BEZPEČNÁ STŘELBA |
http://www.rifleshootermag.com/2010/09/23/gunsmithing_headspace_0612/http://en.wikipedia.org/wiki/Headspace_(firearms)
Krok č. 11
Odstranění nerovnoměrnosti uvnitř krčku nábojnice a jeho srovnání vůči základně nábojnice
Důvod: V některých případech se vnitřek krčku nábojnice neupraví rovnoměrně přes naši maximální snahu (vznikne tzv. doughnut – kobliha). Tuto nerovnoměrnost je potřeba odstranit tak aby náboj produkoval stejnoměrný tlak. Krček musí být také rovnoběžný se základnou nábojnice tak aby se náboj bezproblémově nabíjel.
Metoda: Fy K&M nabízí přípravek, který se dá použít jako vodící trn frézky na srovnání tvaru krčku. Trn má speciální konec, který odstraní zevnitř nábojnice přebytečný materiál (na obrázku níže). Pro kontrolu rovnoběžnosti horní hrany krčku vůči základně nábojnice použijte jakýkoliv dostupný zkracovač nábojnic.

Poznámka: Frézku pro úpravu krčku nábojnice je možné doplnit také měřidlem tloušťky stěny krčku. Usnadní vám to kontrolu tloušťky stěny během obrábění na frézce.
Navazující úkony pro udržení kvality nábojnice po jejím vystřelení
Po vystřelení nábojnice a jejím přetvarování během výstřelu, opět zformátujte krček frézkou. Nenastavujte frézku znovu. Během výstřelu se materiál nábojnice stává plastickým pod extrémním tlakem a doslova „teče“ podle tvaru komory zbraně. Jakmile se toto stane, opět dojde k mírné změně tloušťky krčku nábojnice. Zfrézování krčku podruhé po vystřelení odstraní tyto drobné nerovnosti. Tato operace je celkem rychlá.
Někteří přebíječi frézují krček 2x, tak aby nejvíce materiálu odebrali při prvním frézování a podruhé jen dokončí frézování na finální rozměr frézováním na jiné frézce nebo upravením nastavení původní frézky. Myslím, že to není potřeba, pokud proběhne frézování pečlivě a poté následně se stejným nastavení po výstřelu, obzvláště u komor dle slepcifikace SAAMI. Je potřeba si ale zapamatovat jednu věc: ukončete formátování jakmile se frézka nadměrně zahřívá. Počkejte až zchladne a nebo ji ponořte do vody. Frézka se zahřátím mírně roztáhne a změní se tak výsledná tloušťka na kterou frézka krček upraví.
Udržujte pečlivě čistotu krčku nábojnic a lůžek zápalek po každé střelbě tak jak to dělá mnoho sportovních střelců. Pokud se podíváte do nábojnice, která byla několikrát vystřelena určitě uvidíte vrstvu ztvrdlých spalin, které mají tendenci se odlupovat po vrstvách. Z tohoto důvodu se někteří střelci snaží vyklepat z nábojnice tyto usazeniny.